
タチバナ製作所のマシニングでは、VISIという3DCADを使用しています。VISIは3Dモデルを作ったり、3D加工をする際にはとても優秀なCADだと思います。2D加工は。。。昔よりはかなり良くなったと思いますよ。
さて今回はそんなVISIを使用する時の
◯削り残り加工の注意点!!(完全に自分用のメモです。)
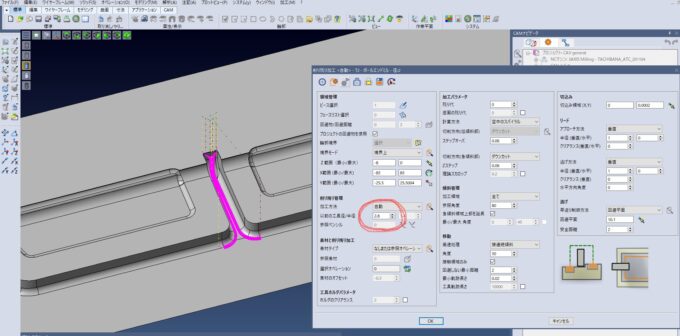
上の写真のような細い溝切削がある場合。
今回は(溝幅2.8mm程度)他の箇所はΦ4ボールで仕上げ加工。しかし溝にΦ4は入りません。したがってΦ4の後に、Φ2荒加工→Φ2仕上加工→Φ2削り残り加工。
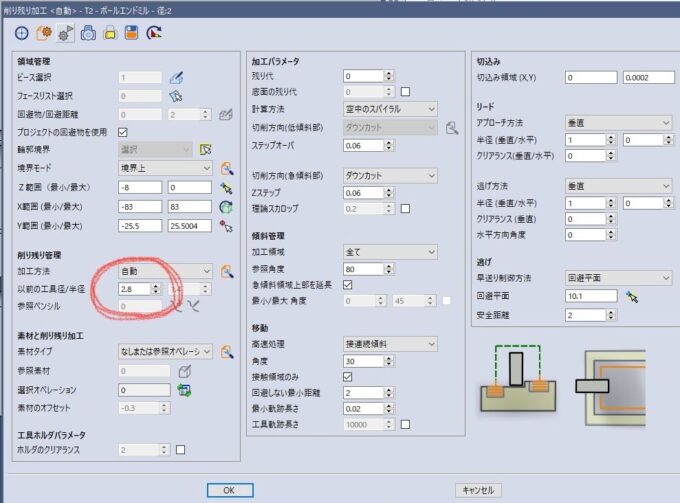
という工程にしたい時!!Φ2ボールで削り残り加工のコマンド内の[以前の工具径]の箇所を4mmとしてしまうと、荒加工が終わってないと判断されて、パスが壊れて変なふうに出てしまいます。
実際にはΦ2ボールで加工しているので、隅のR2の箇所だけパスをだしたいのですが、CADは[以前の工具径]の数値のみを見て判断してしまい、以前の工具径がΦ4だと荒加工が終わってないので削り込み過ぎないようにキレイなパスがでません。この時は[以前の工具径]を溝幅より小さく2.8mm未満にすれば、荒加工が終わっていると判断してくれて、上の写真のようにキレイなパスがでるようになりました。
て、これ、前にもサポートのユーズコーポレーションさんに聞いているきがする~!!聞いたことは覚えていたけど、やり方をすっかり忘れてました。2回も同じことを聞いてしまったので、ちゃんと日報つけて忘れても後から確認できるようにしよ~!!
デジタルの日報って、後からワード検索で見直せるのがホント便利。日報ブログにはいろんな使い方がありますね。
親父と息子たった二人の町工場の息子より。
ワイヤ放電加工・マシニング加工
㈲タチバナ製作所
TEL:044-266-5173/FAX:044-266-5198
親父と息子たった2人の町工場
機械加工の事ならお任せ下さい!
こんにちは
いつも試行錯誤をたのしく拝見させていただいています!
VISIの導入を少しかんがえているのですが2D加工でどのような部分が不足だと感じていますか?
参考までにお聞きしたいです。
コメントありがたいです^ ^
他のCAD・CAMをしっかりと使った事がないのですが、コーナー加減速等の2Dパスコマンドの豊富さでは、他のハイエンドCAMには劣るかな〜と勝手な感想です。
ただ、3Dデータがあるなら、自動認識などで2Dプログラムが作れるので、2Dの複雑な形状にはかなり使えます。
そして3Dモデルの自由曲面なんかはサクッと作れます。
みんな良し悪しがあって難しいですね(・・;)
ご無沙汰しています。
タチバナさんの使用している風景を参考にして考えさせてもらい、うちもVISIを導入しました。
まだまだ序盤の序でテキスト見ながら勉強中です。このソフトは自由度が高く、面白いことができそうだなとワクワクですね
しかし点群のデータになり、機械の内部の記憶容量だけだと全然たらないプログラムが多くなっちゃいました。
その点どう工夫してやられているのでしょうか。PCカードでDNC運転などでやられているんでしょうか
VISIを導入したんですね。おめでとうございます。ジャンジャン3D加工をしていきましょー!!
3D加工はどうしてもデータ容量が多くなりますよね。うちのマシニングはオプションでハードディスクを積んでるので、そこにデータを何個も入れといて、そこからサププロの様な感覚でハードディスクから呼び出しています。