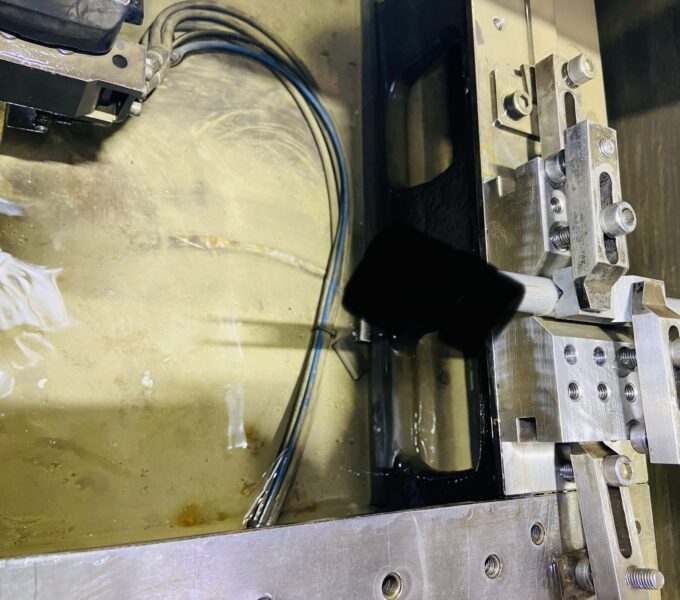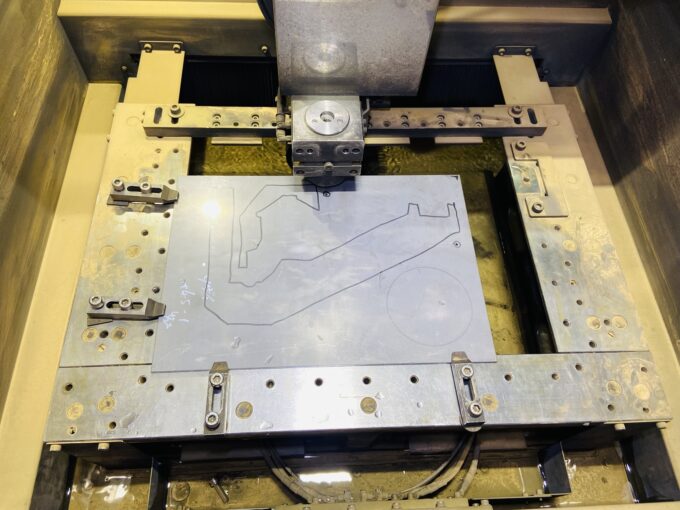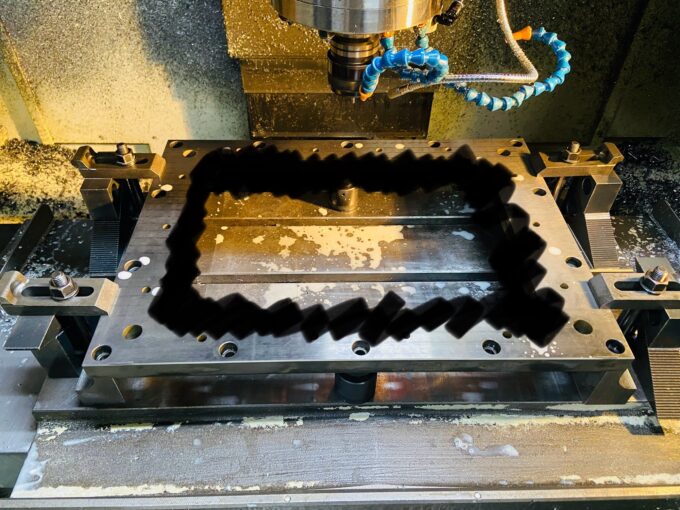
今回は、焼きが入ったSK材の鉄板に大きめのコの字抜きをワイヤカットで仕上げ加工しました。
外形と手前の長穴はレーザーで先に加工し、その後に焼入れ。
最後に**±0.005の精密箇所だけをワイヤカットで仕上げる流れ**です。
交差が緩ければどうってことないんですが、今回はさすがに苦戦しました。
応力が暴れて歪む鉄板。大開口では“あるある”のトラブル
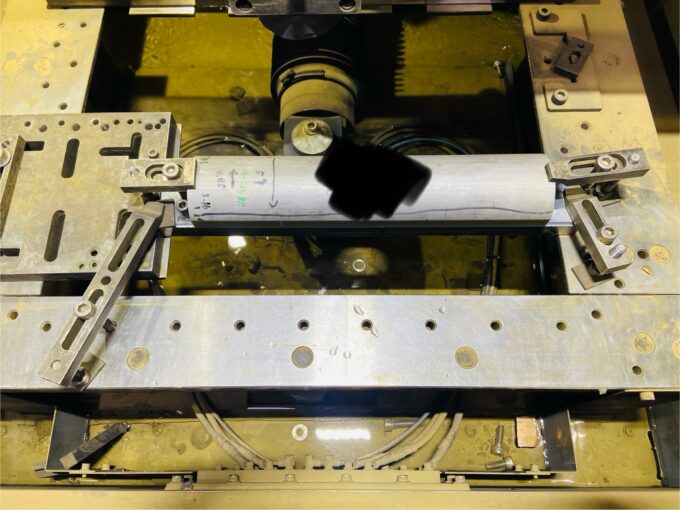
焼入れ後の鉄板を大きくくり抜くときにまず警戒するのが 応力解放による歪み です。
一発でガッツリ抜くと、内部応力が一気に出て形が崩れます。
なので予定通り
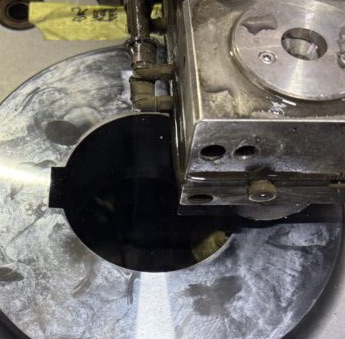
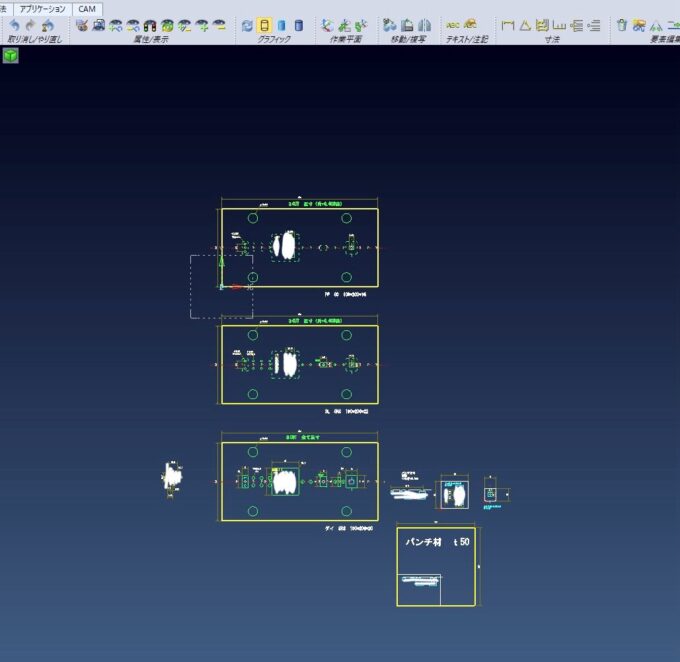
- レーザー屋さんに応力逃がし用の大穴を中央に開けてもらう
- その後に割りを一発入れてから本加工
という段取りで暴れを抑えつつ加工に入ります。
ここまではいつもの想定内。
しかし今回はトラブル発生
加工中は公差内にバッチリ収まってたのに、
クランプを外した瞬間……
「小さくて入らん!」
完全に歪んでました。
どうやら、鉄板がガタガタすぎてクランプした瞬間に強制的に歪んでいたらしい。

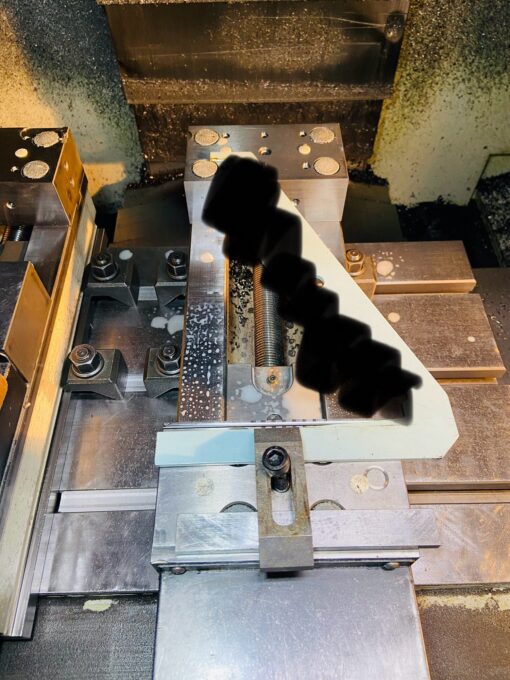
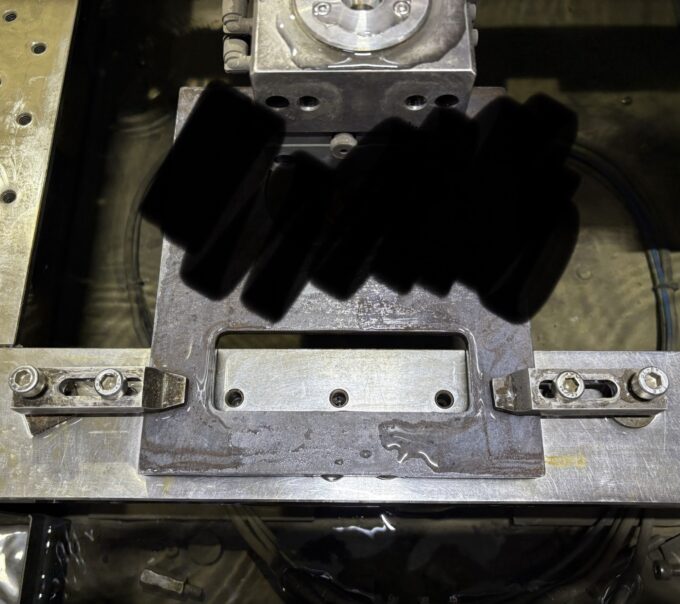
対処法:シムを敷いて“面”ではなく“点”で押さえる
そこで次の手に変更。
- プレートの下に真鍮シムをセット
- シムがある部分だけをクランプ(=鉄板の歪みを修正しないよう固定)
これでプレート全体を無理に押しつぶさず、歪んだままクランプします。
加工を再スタート。
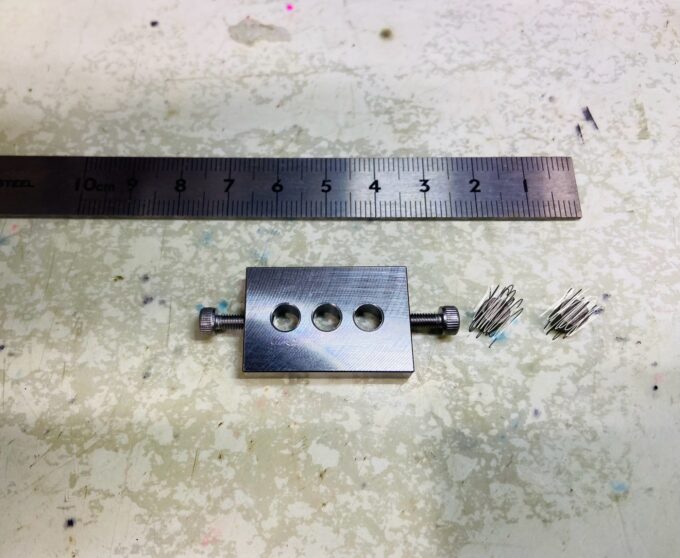
加工後にクランプを外して確認すると——
今回こそ公差内に収まってました。助かった。
“研磨すべき案件”でも、予算次第で段取りを工夫する
正直、このレベルの交差なら板厚面は研磨をするのが通常のながれ。
でも今回は予算も限られていたので、
ワイヤカット側で段取りとクランプ方法を工夫して仕上げました。
結果として、
- お客さんのコストは守れた
- うちは技術が一つレベルアップした
ということで、まあ結果オーライです。
今年の日報はこれで最後になります。
なんて事ない日々の加工方法を記した日報ブログですが、あなたが見てくれている人がいるだけで、少しはやる気が出ます。今年も読んでいただいてありがとうございました。
来年も宜しくお願い致します。
親父と息子たった二人の町工場の息子より。
ワイヤ放電加工・マシニング加工
㈲タチバナ製作所
TEL:044-266-5173/FAX:044-266-5198
親父と息子たった2人の町工場
機械加工の事ならお任せ下さい!