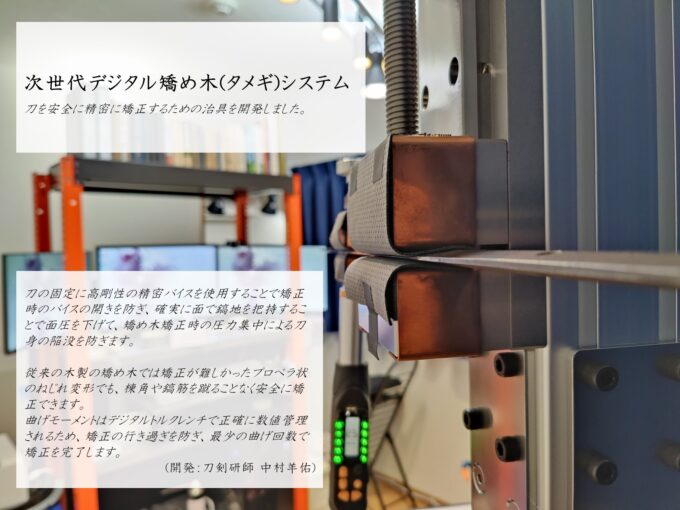
■ モールド金型のテスト加工です
今回はモールド金型のテスト加工です。
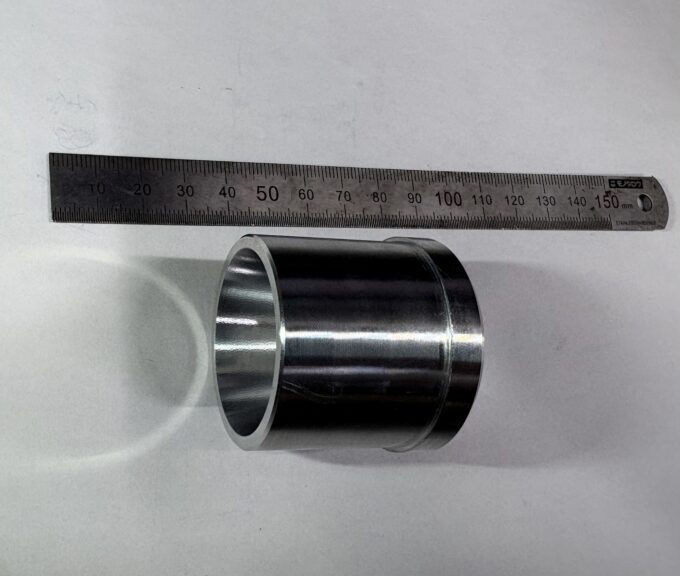
テーマはこちら👇
…はい、なかなか見ない仕様です。

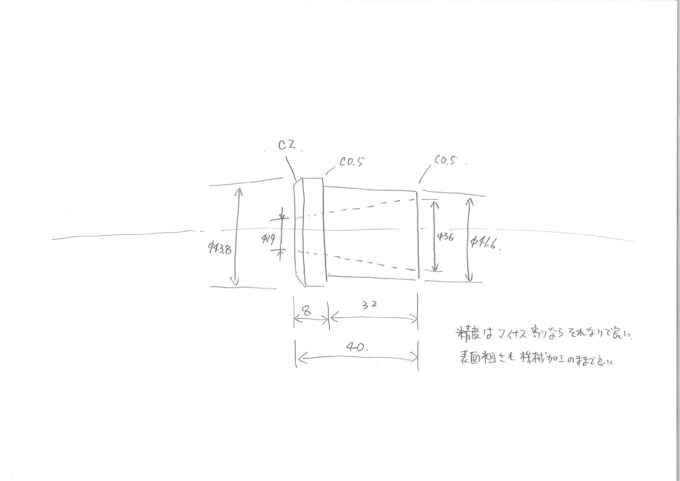
■ まず、このネジが普通じゃない
正直なところ、
👉 M30.24なんて測れません
既製の測定具では対応できないサイズです。
なので、やり方が変わります。
■ いきなり本番はやらない
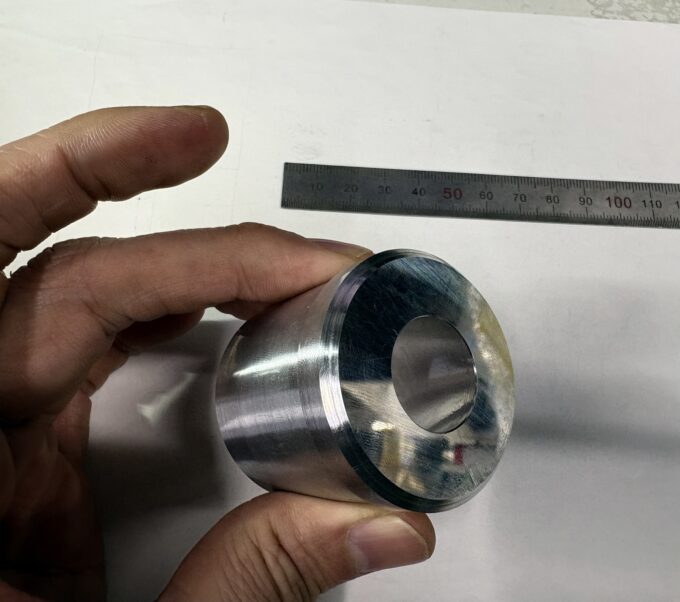
いきなり金型にはいきません。
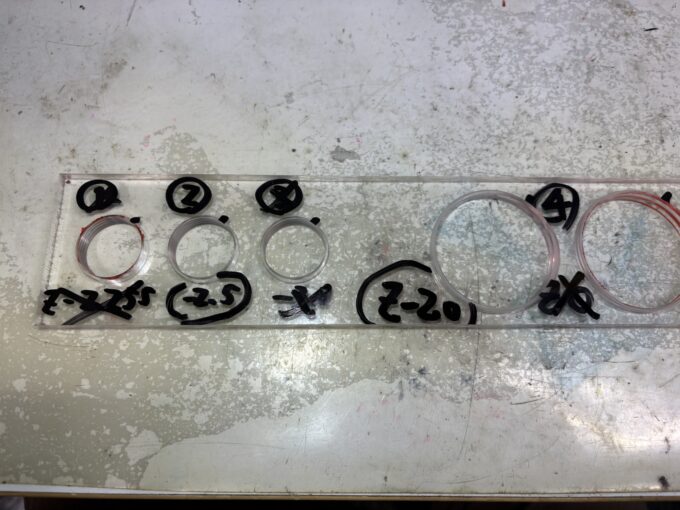
まずはアクリルでテスト加工。
加工 → お客様で測定 → OKなら本番、この流れです。
■ プログラムも一発じゃ出ない
次に問題になるのがピッチ。
P1.96。これも曲者です。
普通にやると、自動でプログラムは出ません。
■ じゃあどうするか?
ここでいつもの出番。
👉 カーメックスのカッター
まず「M30.24 P2.0」でプログラムを作成。
そのあと、ピッチの部分だけ手動で修正します。
これで完成。
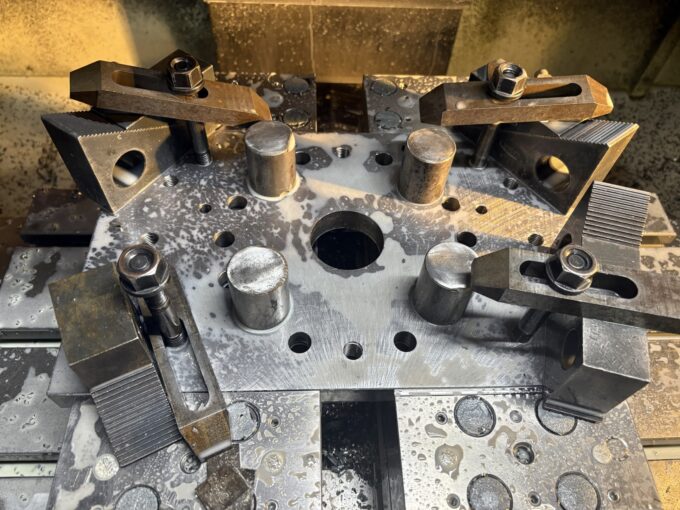
■ モールド金型はここが重要
ネジが切れればOK、ではありません。
大事なのは👇
👉 カッターの進入位置
■ なぜか?
モールド金型は、流し込んだ樹脂がそのまま製品になります。
つまり、
👉 オス・メスが逆の感覚
この前提で考えないとズレます。
■ どう作るか?
今回はネジのスタート位置を
Z-2.5mmの低い位置に設定。
ここから加工をスタートします。
■ あえて“不完全ネジ”を作る
この設定でできるのが、
👉 不完全ネジ部
一見ミスに見えますが、違います。
■ この“不完全ネジ”の役割
これ、ちゃんと意味があります。
👉 ガイドの役目
製品としてはむしろ重要な部分です。
■ タチバナの立ち位置
うちは金型メーカーではありません。
だからこそ、
このやり方を取っています。

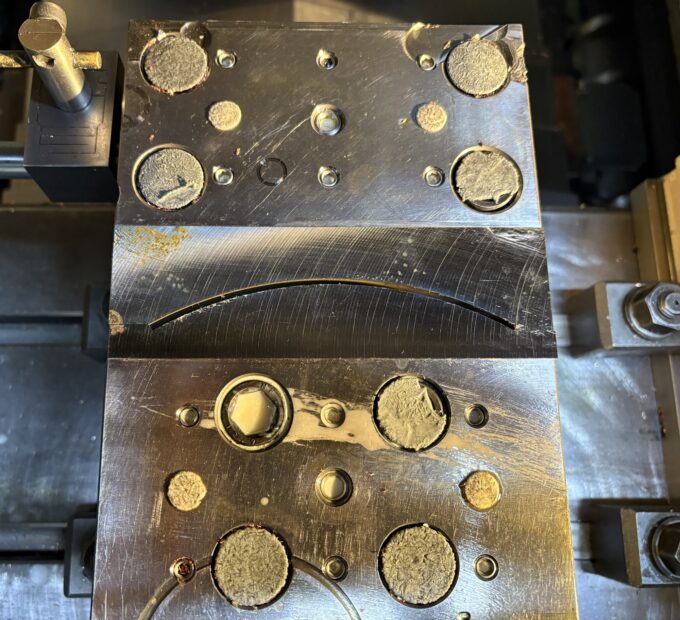
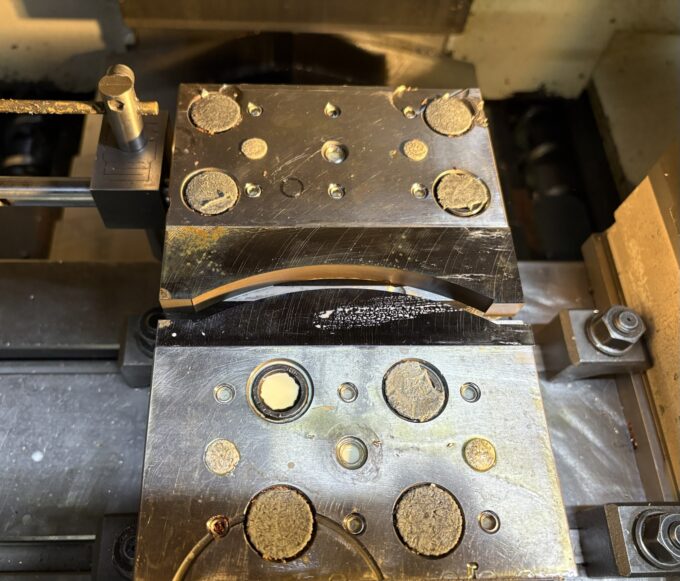
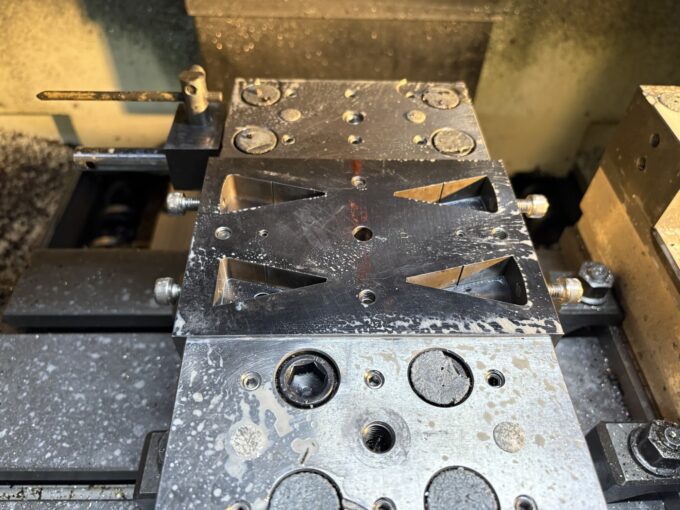
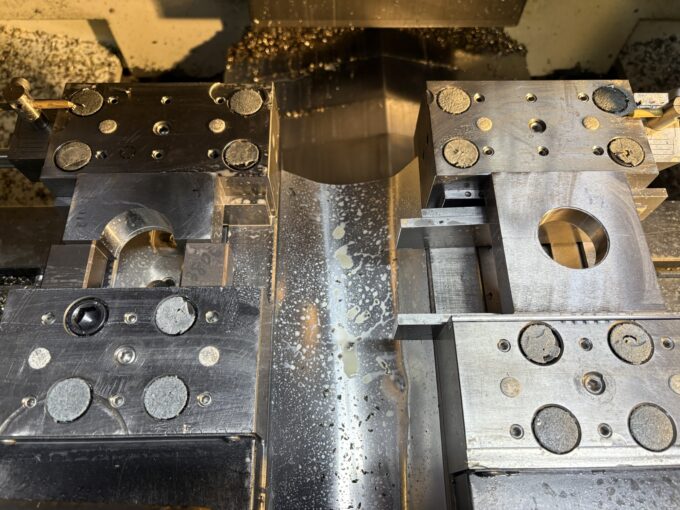
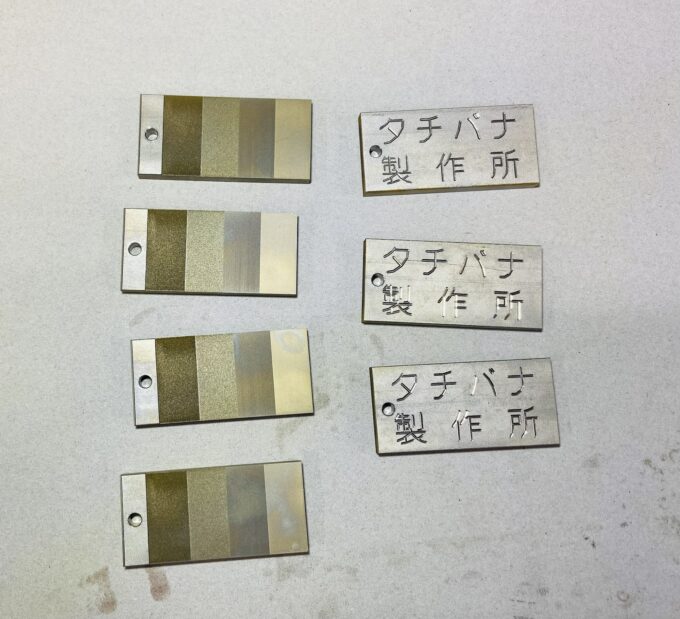
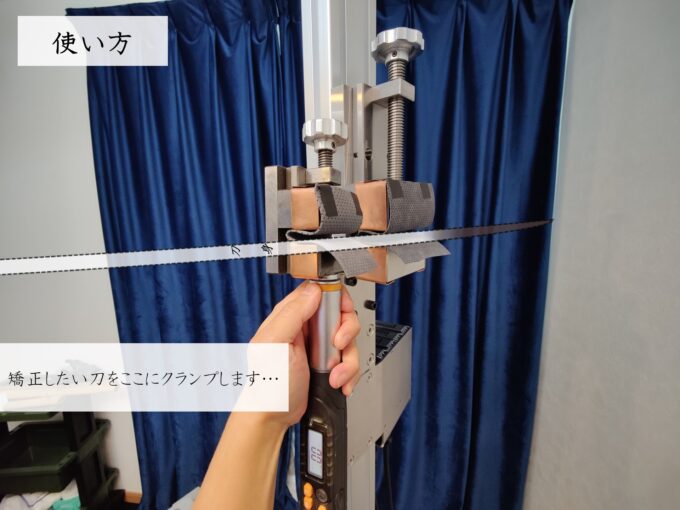
■ 右側の大きいネジについて
写真右側のネジは台ネジ加工です。
こちらも同じ流れ。
打ち合わせ → テスト → 判断。
ここを飛ばすと、だいたい失敗します。
■ 最後に
今回みたいな案件は、
そんな仕事です。
でも逆に言えば、
👉 段取りを踏めばちゃんと形になる
OKが出たので、次は本番の金型加工。
ここからが本番です。
親父と息子たった二人の町工場の息子より。
M30.24 P1.96
という特殊ネジのねじ切り加工をします。かなり特殊なので、綿密にお客様と打ち合わせをして、アクリルでテスト加工。お客様で測定をしてOKがでたら本番の加工をします。
まずはM30.24なんて測定できないですしね。
いつものカーメックスのカッターの出番です。
P1.96なんて自動でプログラムは出ませんが、カーメックスの自動プログラム作成で「M30.24 P2.0」のプログラムを作成します。
その後手動でピッチの箇所だけ編集すれば完成~。
そしてモールド金型の場合カッターの進入箇所が大事になります。流し込んだ樹脂が製品になるので、オスメスが反対になるイメージです。ネジのスタート箇所をZ-2.5mmと低い箇所からスタートして、不完全ネジ部を作ります。この不完全ネジ部が製品だとガイドの用な役目になります。
弊社は金型メーカーではないので、何パターンか加工して、後はお客様に判断してもらいます。
右側の大きいネジは台ネジの加工です。こちらも綿密に打ち合わせをしてから判断してもらいます。
さぁ、OKがでたの次は本番の金型加工だ~!!
つづく