
またもや、プレス金型ダイの追加工!!
part.1のブログ に続き第2弾です。
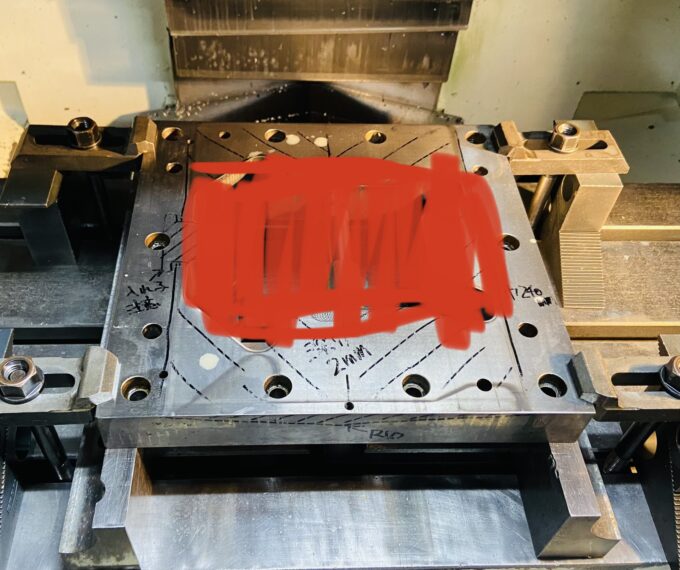
シャー角といってプレスの力を分散するために、刃の部分を斜めにする加工です。前回同様、高硬度材(HRC60)というカッチカチの硬さ以外はいたって単純な加工です。
前回、最近お気に入りのDOFEEDという高送りカッターを使った時には製品の抜かれてるところが断続切削になり、チップの持ちがかなり悪かったです。
今回も使ってみたら、同じ現象が。。。高送りにしたことで加工は速くなったけど、チップの持ちが悪く、へたしたら15分でだめになるので、すぐにチップ交換します。速くはなったけどかなり手間がかかる。
って事で、サンドビックの丸駒に戻しました。CAMの計算だと時間は2.5倍になりましたが、チップ交換は1回で済んだので、手間は掛からなかった。
しかも、1時間くらいほっとけるので休憩時間にも稼働できるので、同じくらいだったかも。。。
一概にCAMの加工時間だけでは、早いかどうかはわからないもんですねー!!
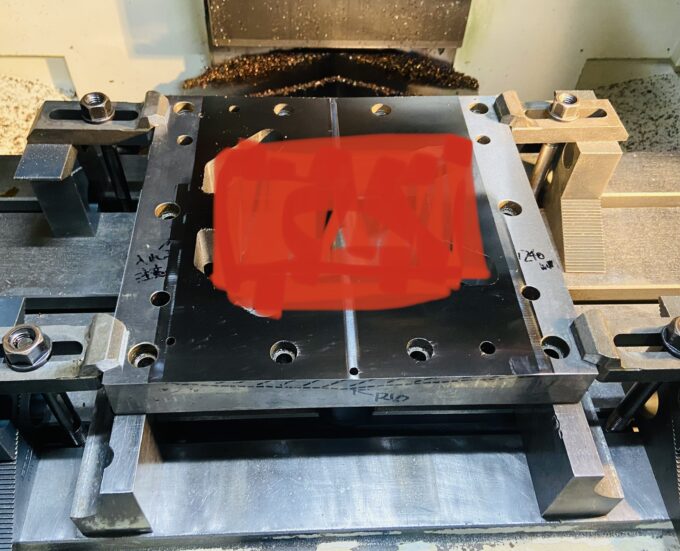
今回はサンドビックで無事に終わりましたー!!安定感、耐久力でいくと高硬度材はサンドビック!!
あとは三菱の丸駒かなー^ ^
工具の進化も早いので、新たに高送りカッターを試しましたが、元に戻りますw
常にチャレンジしながら、試行錯誤していきたいです。
親父と息子たった2人の町工場の息子より。
ワイヤ放電加工・マシニング加工
㈲タチバナ製作所
TEL:044-266-5173/FAX:044-266-5198
親父と息子たった2人の町工場
機械加工の事ならお任せ下さい!