ワイヤー放電加工
ワイヤー放電加工
①図面、データをもらう。
データでいただけると、作図の手間もなく間違い防止にもなるので、効率よく作業を進められます。データはDXFが第一希望です。
②CADにて作図、CAMにてプログラム作成(全ての加工で使用します。)
ナスカCAD・CAMを使用しています。安価なわりに「ビュー、テーパー設定、アプローチ設定、加工方法、歯車機能」など一通り揃っているので、ワイヤ加工に十分なCADです。ポストが自分で編集できるのも気に入っています。
③ワイヤ加工機にデータ転送
ROBOCUT-LINK(FUNUC)を使用しています。PCとワイヤ加工機をLANケーブルでつなぎ、PC側の簡単な操作で手間なくデータ転送が行なえます。機械側のデータ編集や削除もPC側から自由に行えるところが気に入っています。ソフト内にリピート品専用フォルダを作る事でリピート品の管理も同時におこなえます。
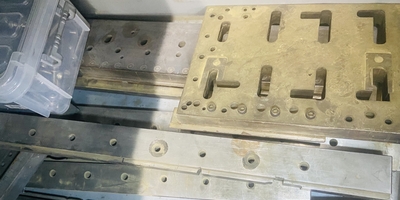
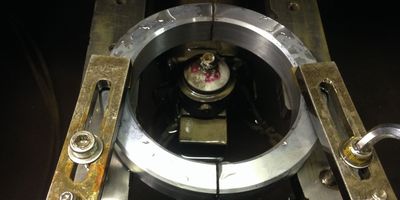
④加工機側にて品物を固定する<ココが強み>
タチバナ製作所では写真の用に様々な治具を用意しています。これらの治具を使いどんな形状でも加工を可能にしていきます。これらの治具で対応できないものはマシニングセンタで専用の治具を作り対応可能になります。社内で一貫して治具作りができるので効率もよく価格も抑えられます。
⑤位置出し、条件設定、加工開始
最後にプログラムの基準と製品の基準を合わせるために、位置出しを行います。自動位置出し機能を使い効率よくスタートする事も可能ですし、ワイヤカット歴35年のベテラン技術者ですので、汎用的に精密に位置出しする事も可能です。その時の製品に合わせてベストな方法を選択し加工をします。

素材を選ばない
ワイヤーカットは火花で溶かしながら加工をするので、鉄、非鉄はもちろんの事、
ステンレスやチタンといった難削材、切削では加工ができない超硬合金なども加工できます。
(樹脂などの電気を通さない物は加工できません。)
0.1mm~0.3mmという細い真鍮線(ワイヤー線)これだけ細い線を使用するので、入り組んだ複雑な形状でも加工できるし、
角Rが認められない角穴も加工ができます。 また、細いスリットや、切断加工にも力を発揮します。
0.1mm~0.3mmという細い真鍮線(ワイヤー線)
これだけ細い線を使用するので、入り組んだ複雑な形状でも加工できるし、
角Rが認められない角穴も加工ができます。
また、細いスリットや、深さがあるのに大きい刃物が使えない箇所に力を発揮します。
0.05mm~5mm程度の薄い板の場合は重ねて加工すれば量産品にも対応できます。
2回~4回仕上げ加工をする事で0.005μ程度の精密な加工が可能です。

切削に比べるとスピードが遅い。
金属加工の中ではかなり加工スピード遅い加工方法になります。
したがって、マシニングセンタや旋盤加工では加工が困難な製品や、手間がかかる製品の加工に適しています。
面粗度に限界がある。
面粗度が1回加工でRa=3μ(▽~▽▽)程度 3回加工でRa=1μ(▽▽)程度
が限界です。▽▽▽はちょっと厳しいです。
感覚の問題で難しいのですが数値以上に見た目はザラザラした面に見えます。
面粗度が必要なものは、手仕上げやブラスト等の追加工程をお勧めします。
☆ワイヤーカットとマシンング加工どっちで加工したほうが安いの!?
親父と息子二人で見積りをだせば、すぐに回答できます。お気軽にご相談ください。
神奈川でワイヤーカットを始めて35年 親父と息子たった二人の町工場の親父の方です。(担当:ワイヤーカット)
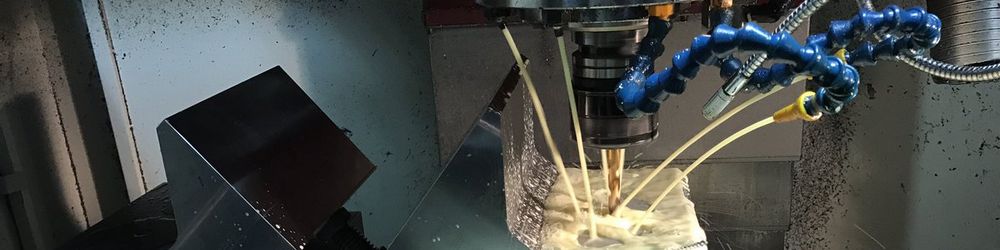
ワイヤーカットは、金属加工の中の放電加工という分野に入ります。 0.1mm~0.3mmの真鍮線に電流を通し、火花を起こした熱で金属を溶かしていく加工方法です。 水中で加工をするので火花は飛び散らず、溶けた部分は急激に冷やされ固まります。
*工作で使われる糸ノコのようなものをイメージしていただけると、わかりやすいと思います


鉄系
SS・SC・SCM・SKD(HRC62まで)・NAK材
非鉄系
アルミ・ステンレス・銅・真鍮
ワイヤー放電加工は電気を通す材料でしたらほとんどのものが加工できます。
(タングステン、ヘビアロイ、アルミなど)
樹脂は電気を通さないので加工できません。また溶接部品で不純物が混ざっていると加工できない事もあります。
| ワイヤカット2台 α-C600iC (FUNUC) α-C400iC (FUNUC) |
加工範囲[mm] X600 Y400 Z310 最大テーパ角度45度(70mm) 使用ワイヤ線 0.1~0.3mm |
|---|---|
| マシニングセンタ1台 VM4Ⅲ (OKK) |
加工範囲[mm] X630 Y410 Z460 (ー工具長さ150mm程度) |
| CAD・CAM2台 | ワイヤ用2D:ナスカ(浜松合同) マシニング用3D:VISI(VERO) 弊社で受け取れるCADデータは以下の通りです。 PARASORID(xt) IGES(igs, iges) STEP(stp, step) STL(stl) DWG(dwg) DXF(dxf) |
ワイヤーカットとマシニング加工どちらが安く加工できるの?
マシニング加工のページはコチラ
こんな製品は加工した経験がある?
加工事例はコチラ
2026年 5月 18日
ワイヤーカットで解決した話異形状の製品はワイヤカットでジグづくり
2026年 5月 11日
2026年 4月 27日
2026年 4月 20日
2026年 4月 13日