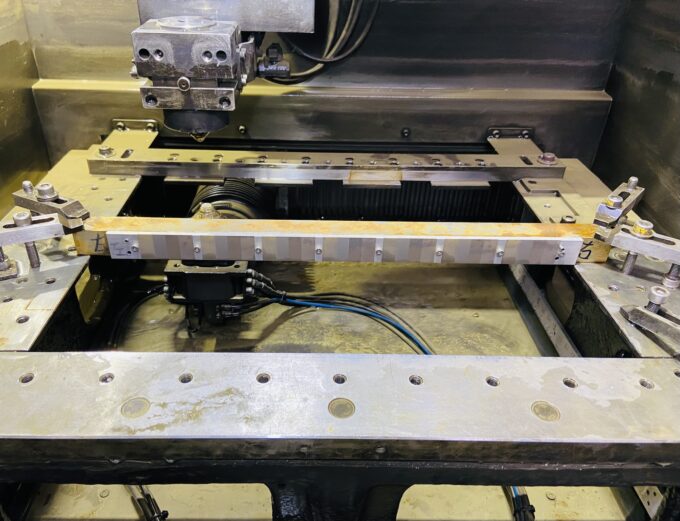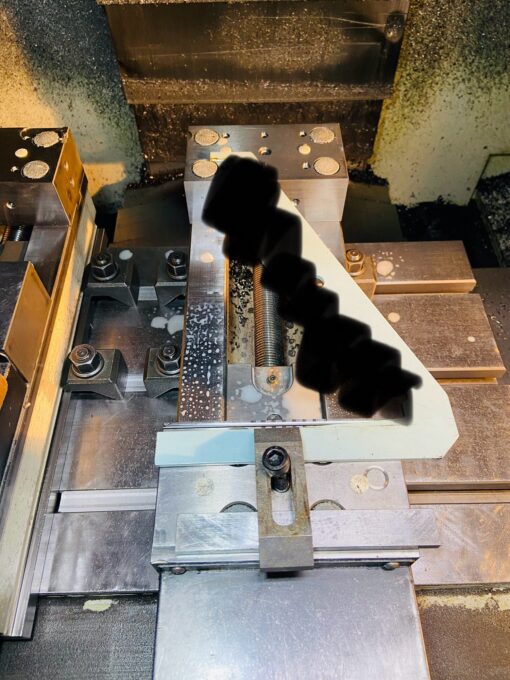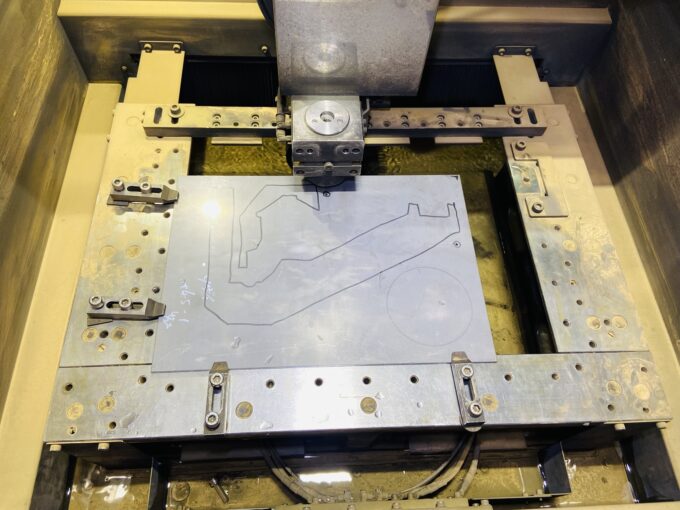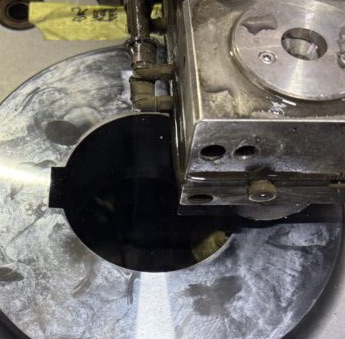
今回は ワイヤーカットでダブルキー溝の加工 を行いました。
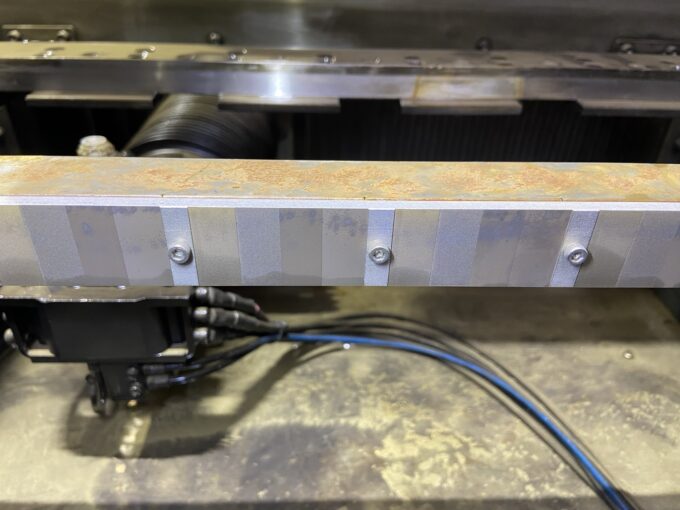
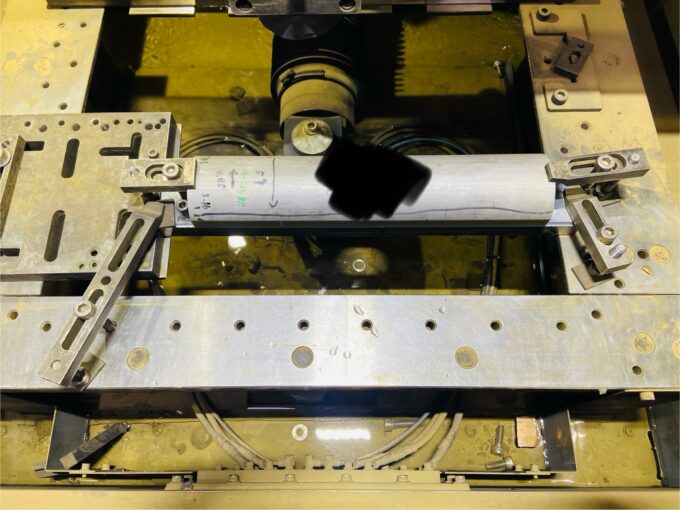
しかも、これがとんでもなく重い。写真では伝わりにくいですが、1人で持ち上がらないレベル(40kgオーバー) の重量物です。
さらに厄介なのが、表面だけが硬くなる“高周波焼入れ”が入る部品だということ。
■焼入れ後にキー溝を切らない理由
高周波焼入れは表層だけ硬くする処理なので、
焼入れ後にキー溝を加工すると…
キー溝の部分だけ“焼きが入ってない柔らかい部分”になる
という問題が起きます。
歯車を扱うお客様なので、強度に関しては当然シビア。
そのため、工程は少し面倒ですが、次の順番に。
- 焼入れ前に荒加工のキー溝をワイヤーカット
- 高周波焼入れ
- 研磨(外径・側面など)
- ワイヤーカットで仕上げキー溝加工
焼入れ前と後でキー溝を2回加工するため手間は増えますが、
これが 強度を落とさず、精度を出すためのベストな方法 です。
キー溝の位置がずれない用に水平にセットする事が重要になってきます。
■タチバナ製作所の担当範囲
今回は キー溝加工のみ当社で対応。
焼入れ・研磨・歯車の仕上げはすべてお客様が担当されます。
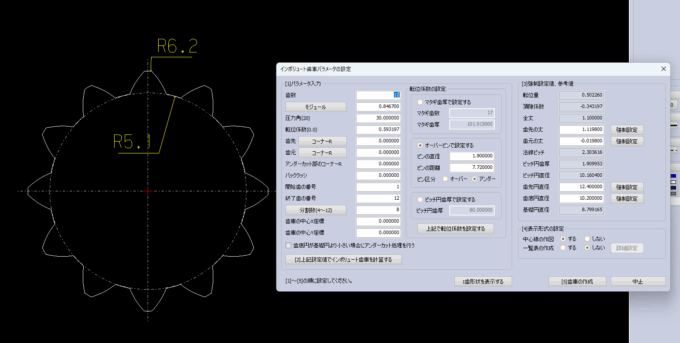
周囲には歯車の歯形があり、もちろん写真には写せませんが、
「そりゃ重いわ…」というサイズ感。
正直、治具に乗せるだけでひと仕事でした。
あ~重たかった。
親父と息子たった二人の町工場の息子より。
ワイヤ放電加工・マシニング加工
㈲タチバナ製作所
TEL:044-266-5173/FAX:044-266-5198
親父と息子たった2人の町工場
機械加工の事ならお任せ下さい!