写真家さんからの持ち込み仕事
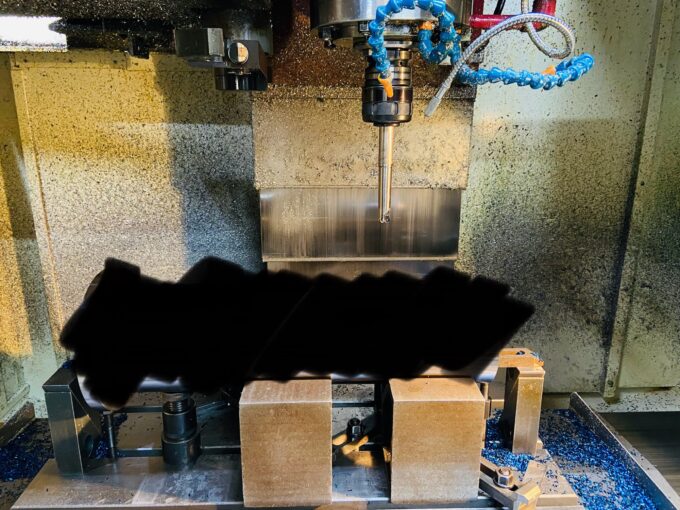
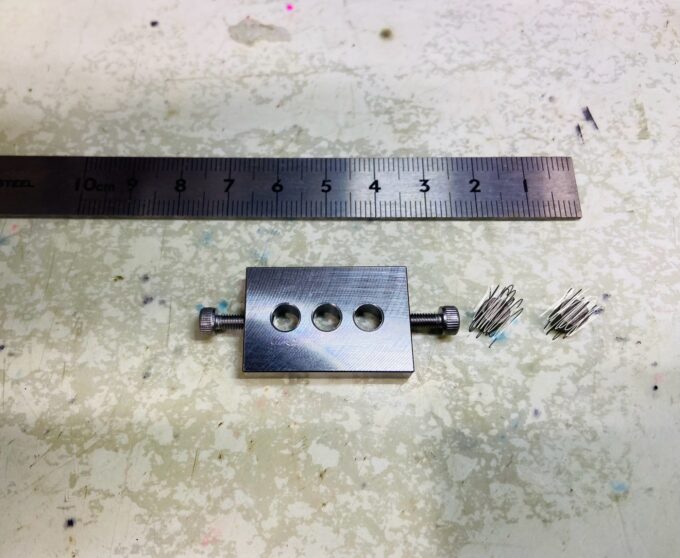
今回のご依頼は、写真家さんからの持ち込み案件でした。現像時にネガを押さえるための道具を作るというものです。
最近の若い方はネガを見る機会がほとんどないかもしれませんが、私が子どもの頃はカメラで撮影したら、ネガを写真屋さんに持って行って現像してもらうのが当たり前でした。
現像といえば、暗室でネガを薬品につけて現像するというイメージがありましたが、今ではネガから直接PCに取り込める時代。それでも、今回ご依頼いただいた写真家さんは、昔ながらの現像方法による写真の質感が好きで、今でもこの方法を続けたいとのことでした。こだわりを持つことは大事ですね。私自身も仕事ではコストパフォーマンスを意識しつつ、自分なりのこだわりを大切にしたいと思っています。
“ワイヤーカットは塗装が嫌い!!” の続きを読むワイヤ放電加工・マシニング加工
㈲タチバナ製作所
TEL:044-266-5173/FAX:044-266-5198
親父と息子たった2人の町工場
機械加工の事ならお任せ下さい!