

加工としては単純です。真ん中が2mm深くなるように、傾斜をつける加工をするだけ。。。
問題は材料、、、「高硬度材」プレス金型のダイなのでSKD11に焼きが入ってHRC60くらいあります。
良くある黒いドリル。これがハイス鋼でHRC65くらいなので、HRC60っていったら中々の硬さなんです。そりゃそうか、この板で鉄板を切るんですからね!!
加工としては単純ですが、この硬さをどうやって効率よく削るか、安価に削るかっていうのが腕の見せどころですね~!!
通常は研磨で仕上げるところですが、シャー角のように角度を付けるのは平面研磨機では難しいという事で弊社に依頼がきました。
タチバナ製作所としては、何度か経験があるので後は時間短縮を狙うのみ。以前はサンドビックの丸駒カッターで荒加工だったのですが、最近タンガロイの高送りカッターが難削材で調子が良かったのでここでもチャレンジだー!!タンガフォースだっけかな??
結果。。。イマイチ。。。
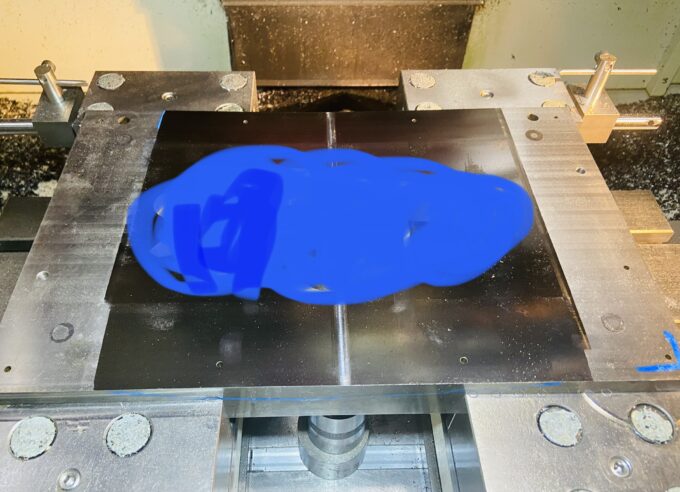
お見せできませんが、真ん中は製品形状に切り取られています。クネクネした形状。
そこの周辺が断続切削になることで、ビビリが発生してチップの持ちがイマイチでした~。サンドビックの丸駒よりは早く加工ができましたが、10分くらいでチップ交換が発生したので機械が止まってる時間が長くなってしまったな〜。
断続切削のときは高送りカッターも考えものですね~。まぁ、普通の鉄なら問題ないんですけど。高硬度材のときは切り込みをもっと少なくするか、断続箇所を減らすように、プログラムで調整するなどの細工が必要みたいです。
次回に活かそう~!!
親父と息子たった二人の町工場の息子より。
ワイヤ放電加工・マシニング加工
㈲タチバナ製作所
TEL:044-266-5173/FAX:044-266-5198
親父と息子たった2人の町工場
機械加工の事ならお任せ下さい!