
タチバナ製作所では金型プレートのオシゴトを頂くことも多いので、ダイス鋼(SKD11)等の焼入れ材を加工することがよくあります。今回のおしごともプレス金型のダイ&パンチの共取り加工です。
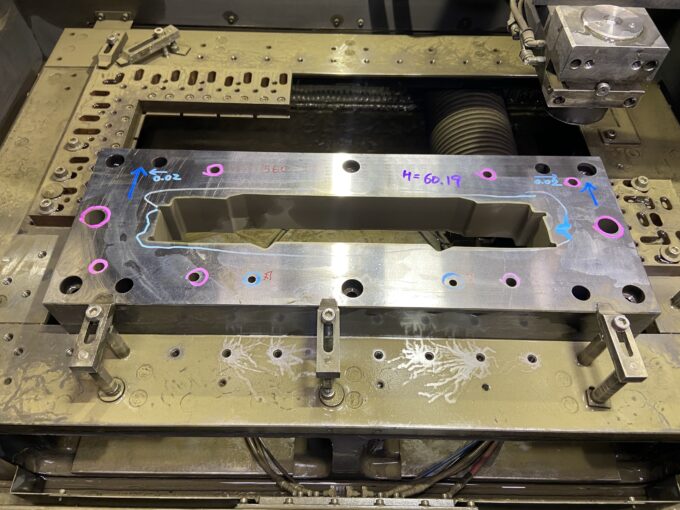
SKD11 70mm×200mm×560mm とタチバナ製作所にしてはなかなか大きなサイズ。
工程としては
6F材注文→☆マシニング→焼入れ→研磨→☆ワイヤカット(☆:タチバナ製作所加工)
異形状やノック穴等はワイヤカットで加工するのですが、キリ穴で良いんだけど、穴位置精度を0.5以上狂うと困るな〜。って事がたまにあります。普段はそんなに気にせず開けるのですが、今回のようにプレートが大きくなると、0.5。。。焼き入れするともしかしたらハズレちゃうかも。。ってなりますね。
安全をみてワイヤカットで仕上げるか、それももったいないな~!!そんな時は、ある程度焼入れの伸び率(変寸率)を計算して、その位置に穴を開けちゃうって作戦にします。と言っても、大きなプレートの加工もたまにしかやらないので、この焼入れ伸び率をいつも忘れちゃうんだよね~!!って事で日報に書いてメモしておこう。
今回はフタバさんのHPを参考にしてみます。PDF2枚めの「熱処理変寸率」というところをみると、まぁいろいろ書いてあリますが、ざっくりいうと、SKD11を焼き入れると0.05~0.15%くらいで伸びるよ~って事ですね。現場で使いやすいように、憶えやすいようにキリのいい数字にしときましょう。それにいままでの経験値をプラスしといて、変寸率は!!
SKD11 変寸率(wテンパー)
[短手0.05%、長手0.1%]
って事にしました~!!
今回の製品は短手は距離も短いので無視して。 長手560mm×0.1%=0.56mm伸びるって事で、両サイドのキリ穴を0.2mm内側に加工しました~!!
さてさて、実際の数値はどうだったか見てみよ~!!ドキドキ。。
ワイヤカットで加工の際に、0.2mmちぢめたキリ穴も測定してもらいました。
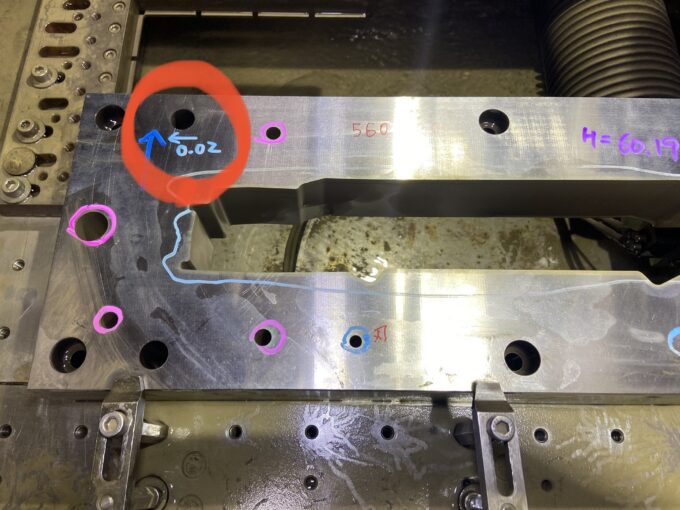
お~!!すばらしぃ~!!0.02mm外側に広がってたようです。
つまり0.2mm内側に加工した穴が0.02mm外側に広がってたので0.22mm伸びたってことですね。上の変寸率に当てはめると、穴位置が中心から213mm✕0.1%=0.213mm(予想)のところが0.22mm(実測値)なんでめちゃめちゃ良い線いってました。。。いや、ちょっと出来すぎだな~。ブログ用にごまかしてるみたいに寸法がピッタリでてしまった。
普段はこんなうまく行かなくて、バラツキがでるのであんまり信用しないように。でも基準となる数値としては悪くないですね。後、圧延方向も通常は長手になりますが、正方形に近いときや、ブロックの時は短てになる場合もあるので、心配な時は材料やさんに確認しないと変寸率が逆になる可能性があります。
これで焼入れ加工の伸び率もわかりやすくなったぞ~!!
忘れなくなったぞ~!!
親父と息子たった二人の町工場の息子より。
ワイヤ放電加工・マシニング加工
㈲タチバナ製作所
TEL:044-266-5173/FAX:044-266-5198
親父と息子たった2人の町工場
機械加工の事ならお任せ下さい!