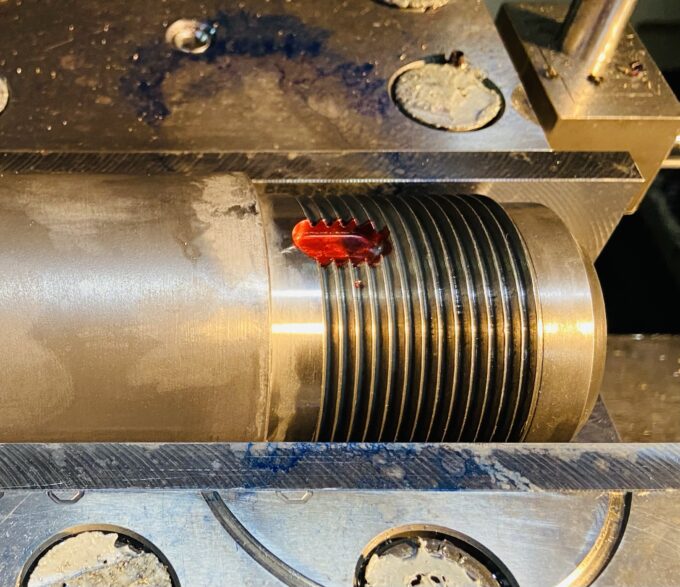
丸物のキー加工!!
なら良いんですが、キー加工の追加工です。深さが0.5mm浅かったので深くしてほしいと。。。イヤイヤ簡単に言うけどこれめっちゃ難しいですよ~!!
前回加工したキーの方向と全く同じにセットするって至難の業。。。しかもその前回はタチバナ製作所ではなく、お客様で加工している。。。
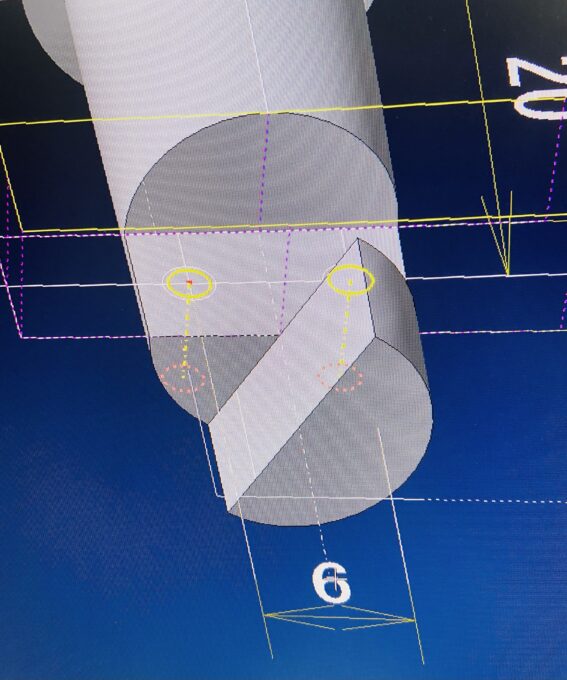
幅の公差は(-0/+0.03)この幅方向を削らないように0.5mm深くしていくおしごとです。
“キー加工の深さだけ追加工って。。。” の続きを読むワイヤ放電加工・マシニング加工
㈲タチバナ製作所
TEL:044-266-5173/FAX:044-266-5198
親父と息子たった2人の町工場
機械加工の事ならお任せ下さい!