t0.5ステンレスにΦ0.5穴加工!極細ドリルで挑んだ薄板加工のリアル
今回のご依頼は t0.5mm のステンレス板に Φ0.5mm の穴加工。
最初は「いつも通りワイヤーカットで外形から切るのかな?」と思っていたら……
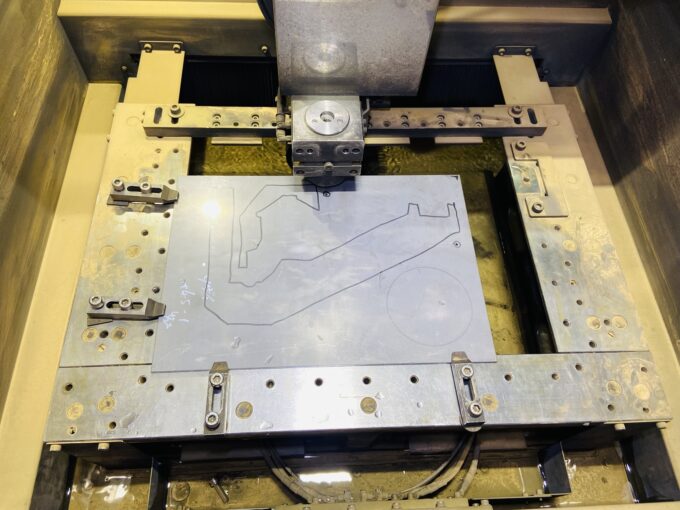
いやいや、レーザーで外形を抜いた状態のワーク支給でした。
まぁレーザーで十分な精度なら、コスト面でもレーザーの勝ち。
「外形もワイヤーでやらせてくれ!」なんて口が裂けても言いません。心の中だけで叫びましたけどね。笑
■ Φ0.5mmの穴加工、その不安と現実
実は Φ0.5mm の穴加工って 人生で1回くらいしかやってない。
正直ちょっとビビりました。
まず最初に選んだのは、タチバナ製作所が愛してやまない OSGさんの EX-SUS-GDS。
ただ、届いてみてビックリ。
細い部分の長さが思ったより長い!
Φ0.5 のストレート部が 7〜8mm くらいあって、
「あれ?もっと短いと思ってたんだけど…?」と軽く絶望。

折れるか心配だ~。
カタログには溝長さは載ってるけど、細径ストレート部の長さは載ってないんですよね。
これ、地味に罠。
■ ミスミの超硬ドリルに救われた話
ドリルではなく自分がビビって
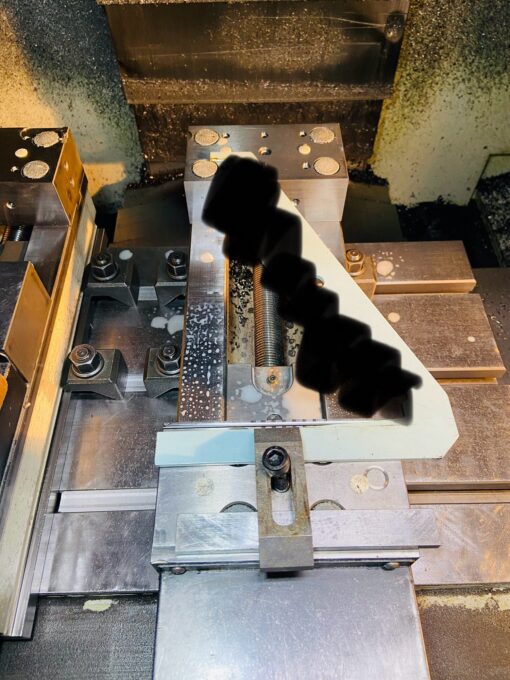
ってことで、慌ててミスミで 超硬Φ0.5mmドリルを追加購入。
これが正解。
細い部分が短く、超硬なので剛性もあって安心感が段違い。
結果……
無事に加工完了!!
いやほんと、胸をなでおろしました。
■ ドリル、ちょっと買いすぎ問題
Φ0.5以外にも径違いの加工があり Φ0.6、Φ0.7 を各2本ずつ買ったので、
しばらく極細ドリルには困りません。
嬉しいんだか悲しいんだか。
まとめ
- t0.5mmステンにΦ0.5穴加工
- OSGは細径部が長く不安 → 超硬ドリルの安心感
- 無事に加工完了、だけどドリルは大量に余った。笑
薄板+極細穴は怖いけど、工夫すればちゃんと通せました。
親父と息子たった二人の町工場の息子より。
ワイヤ放電加工・マシニング加工
㈲タチバナ製作所
TEL:044-266-5173/FAX:044-266-5198
親父と息子たった2人の町工場
機械加工の事ならお任せ下さい!