■ アクリルテスト後、本番へ
先週のアクリルテストでOKが出たので、
いよいよ本番の加工に入ります。
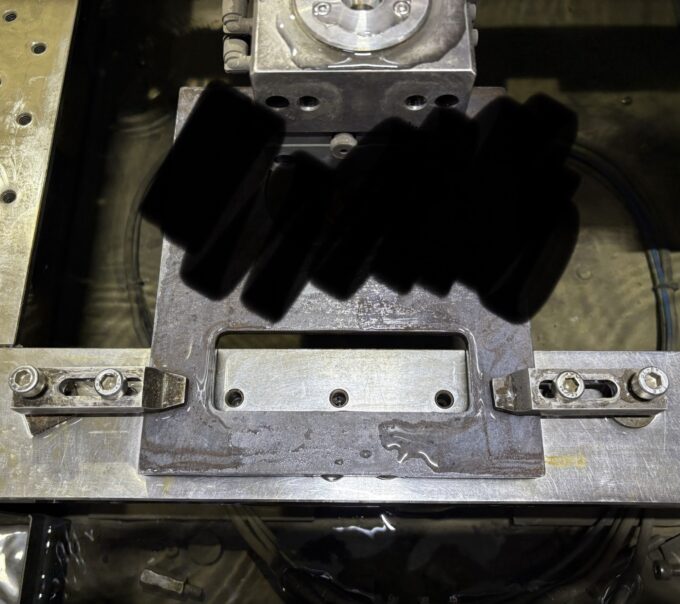
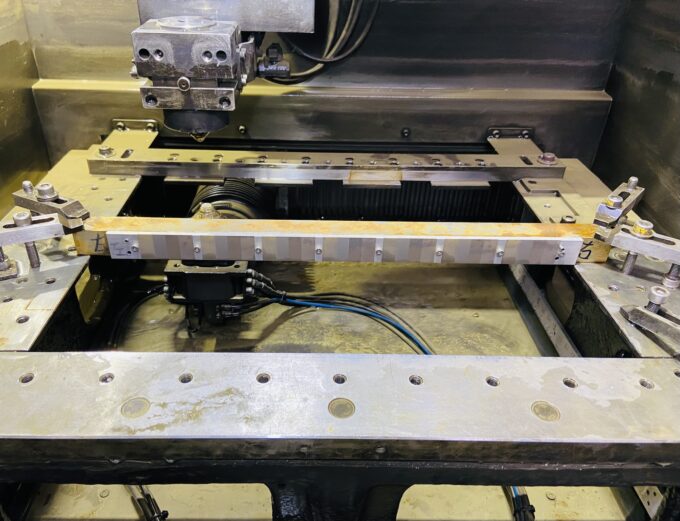
■ 今回のセット方法
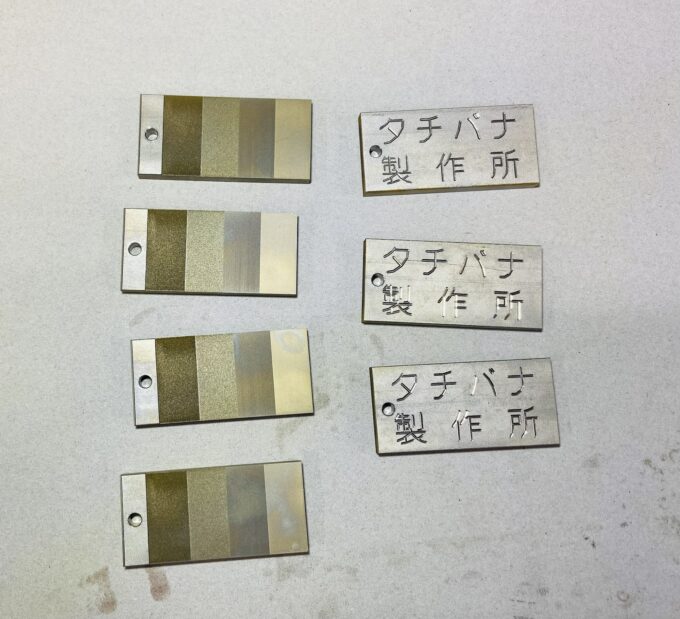
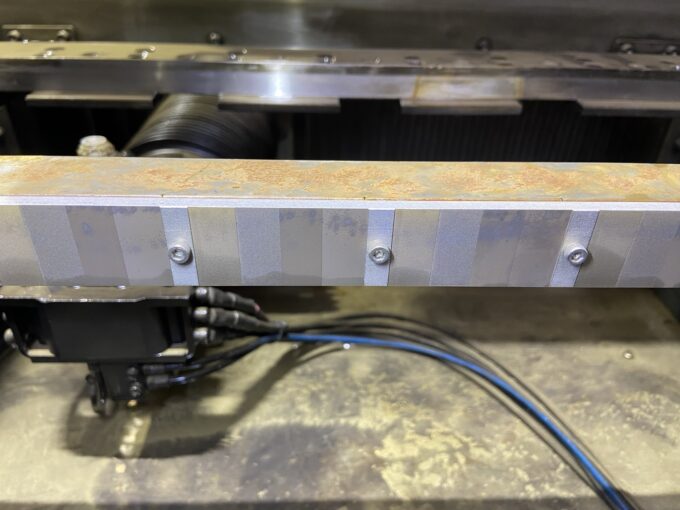
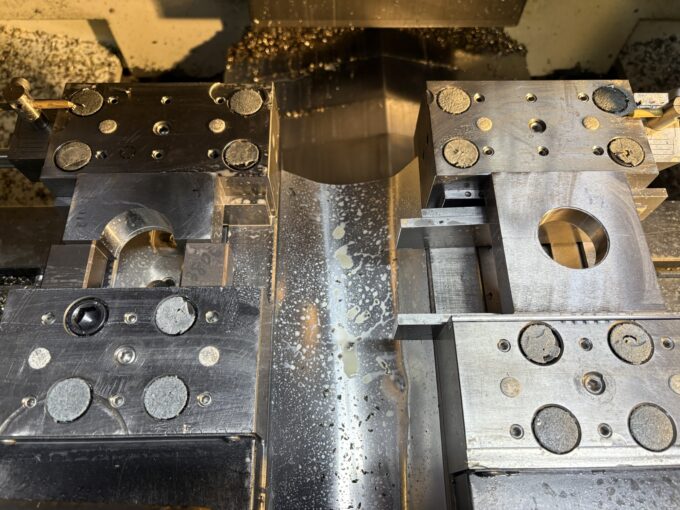
今回は、右側のプレートのように👇
👉 ブロックを2枚重ねて加工
見づらいですが、
右のブロックは左と同じものを2枚重ねた状態で加工しています。
■ 2枚重ねのメリット
これは正直👇
👉 加工は楽です
- 同時に加工できる
- 工数が減る
いいこと多いです。
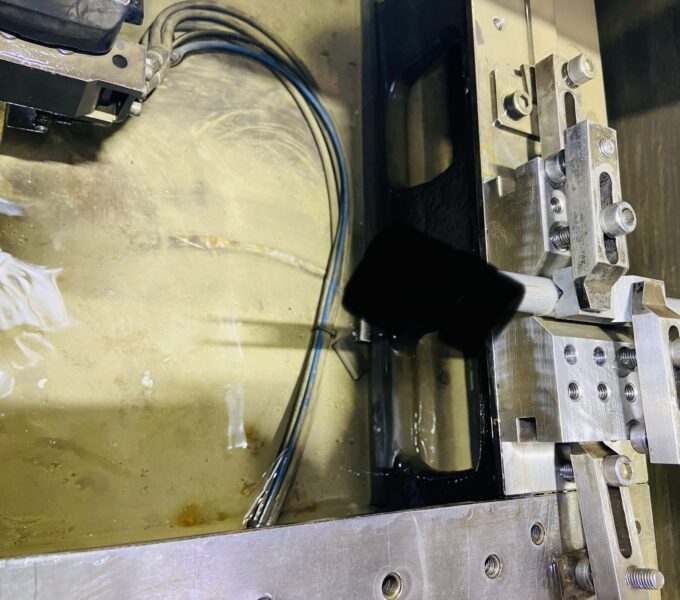
■ でも問題はここ
楽なのは加工だけ。
👉 セットがめちゃくちゃ大変
■ どれくらい精度出すのか?
2枚重ねた状態で、
- 平行度
- 上面の傾き
👉 どちらも0.01mm以内
ここに収めます。
■ 平行度は問題ない
平行度は正直そこまで難しくない。
問題は次👇
■ 上面の“傾き”
これが厄介です。
上を叩いて調整すると、
👉 下も一緒にズレる
単純じゃない。
■ セットで見てるポイント
ここは完全に感覚と経験👇
- 叩く位置
- 力のかけ方
- バイスの締め具合
- 全体のバランス
これを見ながら、少しずつ合わせていきます。
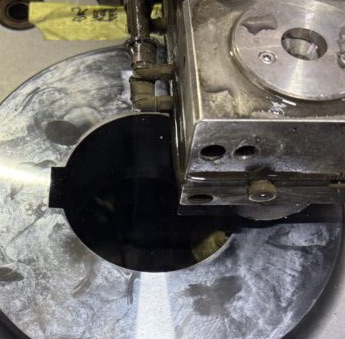
■ セット完了 → 加工へ
セットが決まれば、あとは加工。
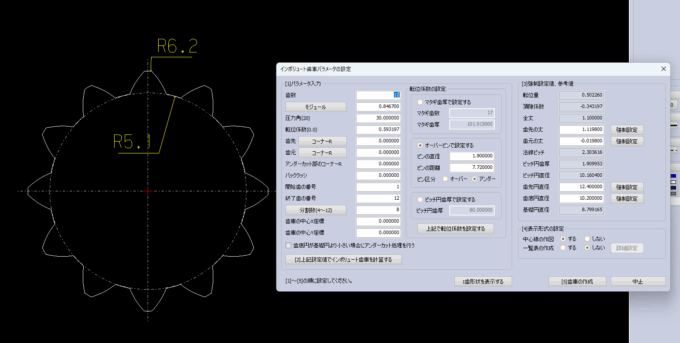
今回はすでにアクリルテスト済みなので、
👉 プログラムは完成している状態
位置だけしっかり確認して、加工に入ります。
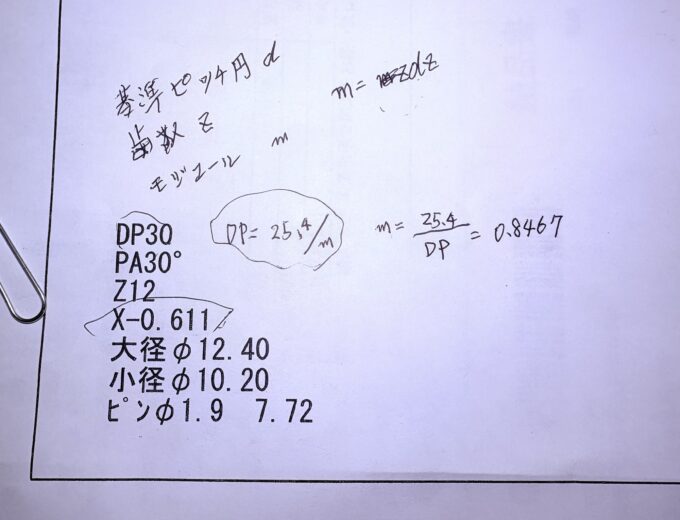
■ 測定はどうする?
今回のネジは特殊仕様。
👉 社内では測定できません
なので、
👉 お客様で測定 → OK判断
この流れになります。
■ 結果
無事OKいただきました。
ここまで来れば一安心です。
■ 最後に
2枚重ね加工は、
- 加工は効率良い
- でもセットがすべて
ここでズレると全部終わります。
逆に言えば、
👉 セットで8割決まる仕事
親父と息子たった二人の町工場の息子より。
ワイヤ放電加工・マシニング加工
㈲タチバナ製作所
TEL:044-266-5173/FAX:044-266-5198
親父と息子たった2人の町工場
機械加工の事ならお任せ下さい!