SKD11高硬度材の追加工|焼入れ後のコの字形状R加工と治具の工夫
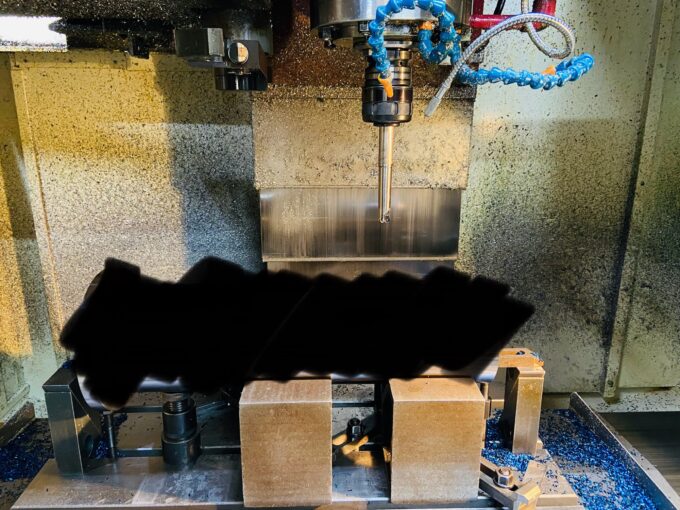
今回は、**SKD11の高硬度材(HRC60)**への追加工を行いました。
焼入れ後の加工なので、素材はかなり硬いです。いや〜ほんと、削るたびに最近の刃物ってすばらしいな~と思います。
加工内容としては、中にR1.5mmの加工のみ。恐らくプレス金型の曲げ部分かと思われます。タチバナ製作所ではよくあるご依頼ですが、今回はちょっと形状がやっかいで…。
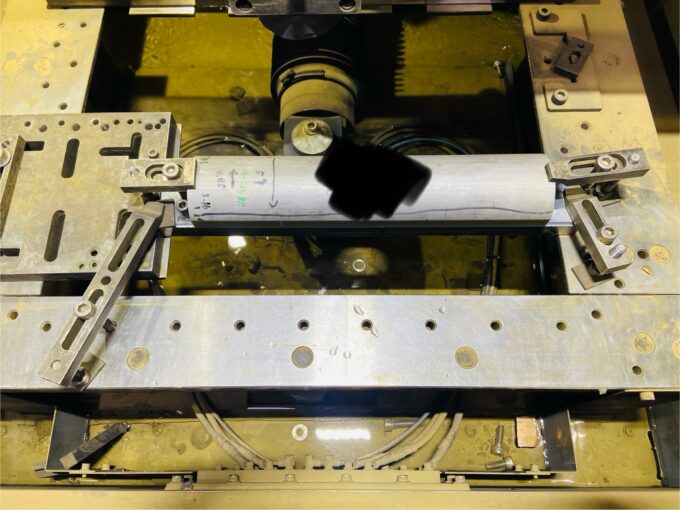
コの字型のワーク、こいつが一筋縄ではいかない。
まず、普通にバイスでクランプしようとすると、間違いなく歪みます。
上から押さえようにも、固定するスペースが少ない。なので、今回はコの字の内寸を測って、そこにピッタリ合うものを差し込んで固定する方法にしました。
ちょうど3mmのシムが手元にあったので、3枚入れたらなんとピッタリ!
これがズレている時は、0.2mmのシム板や紙、クリアファイルを使って微調整していきます。
でも今回はラッキーなことに、シム3枚でジャストサイズ。ツイてる!

内側がしっかり詰まってくれれば、あとは通常の加工。
コの字の内側にR加工をするんですが、ここも一つポイントがあります。
角がある形状だと、余分に食い込ませたり、小径工具を使わないといけないので、手間もコストも跳ね上がります。
今回は「食い込ませる」指定だったので助かりました。
ちなみに、内径にR加工をする際は、角Rを少し大きめに取っておくと、加工のしやすさ・価格ともにだいぶ変わります。
これはほんと大事。
生材ならある程度攻められますが、高硬度材はちまちま加工していくしかないので、時間がかかります。
無理して削って刃物をダメにするより、最初から設計で配慮してもらえると助かります。
もう一度だけ言わせてください。
角Rは、大きめに。ほんとに。
親父と息子たった二人の町工場の息子より。
ワイヤ放電加工・マシニング加工
㈲タチバナ製作所
TEL:044-266-5173/FAX:044-266-5198
親父と息子たった2人の町工場
機械加工の事ならお任せ下さい!