2mm×120mm×120mmの薄板加工とH7穴加工のポイント
今回は、2mm厚の120mm×120mmの薄板に穴加工を施し、ワイヤカットで仕上げる工程について紹介します。材質はSS400です。
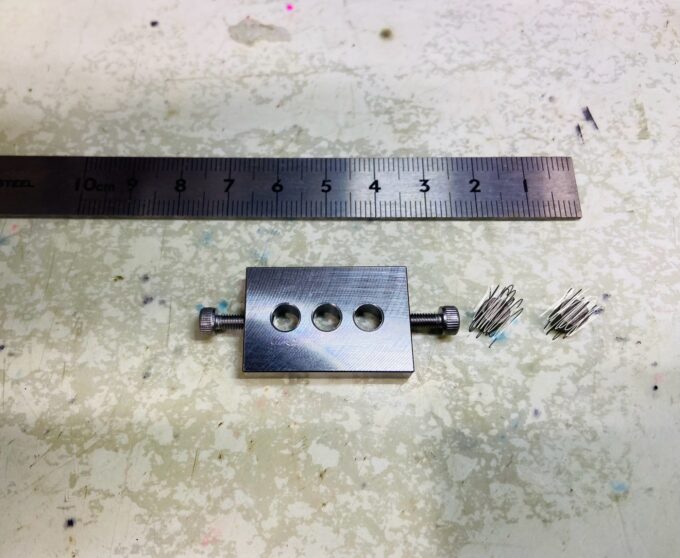
H7公差の穴加工をマシニングで
まず、2mmの薄板に穴加工を行います。H7公差の穴加工があり、ワイヤカットでも加工可能ですが、今回は数量が多いため、H7公差の穴もマシニングで加工することにしました。数が多ければ、リーマーを購入してもコストメリットが出るため、効率的です。
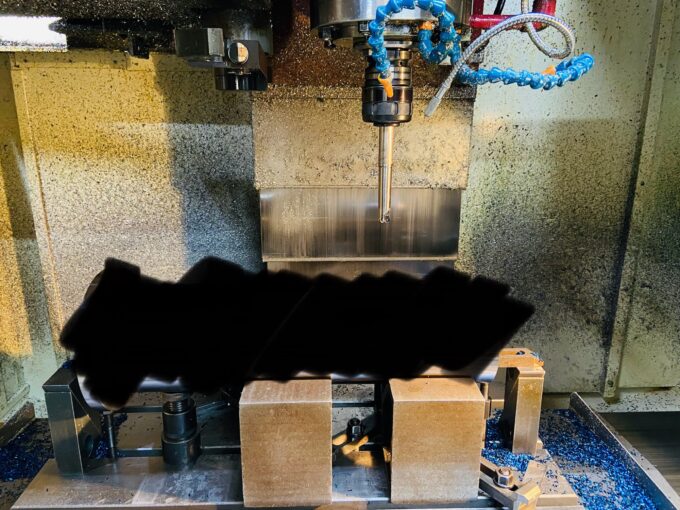
薄板加工の注意点
薄板加工では振動を極力抑えることが重要です。ワイヤカット用の下穴であれば、単に穴が開いていれば問題ありませんが、H7公差の穴加工の場合は、振動を最小限に抑える工夫が求められます。
特に薄板はビビりやすいため、専用のジグを作る場合あもあります。今回はそこまでではないので、少しの工夫で済ませることにしました。「ジライヤー」というジグの原理を応用し、タチバナ製作所にある道具を活用することで、通常のバイスでも十分に対応できます。
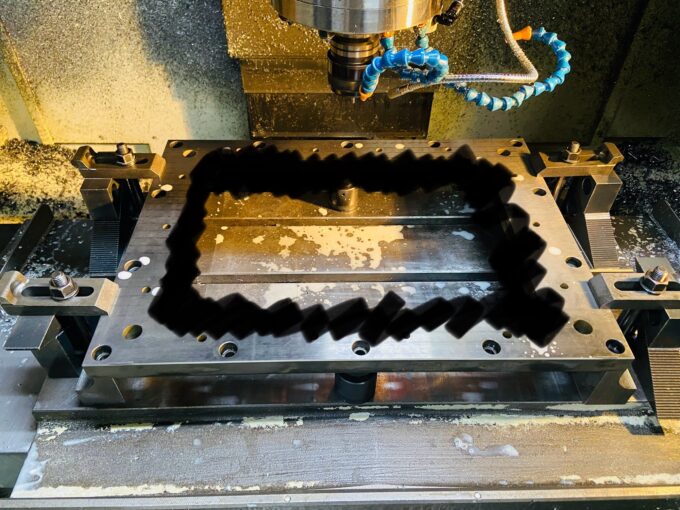
プレートの反り対策と新たな気づき
今回、フタバさんから購入したプレートを加工する中で、新たな発見がありました。それは、カッターマークとクランプ方向の関係です。
これまでカッターマークを気にしたことはありませんでしたが、プレートの圧延方向によって削る向きを意識することが重要だと気づきました。アルミでは意識することが多いですが、鉄の加工ではあまり考慮していませんでした。
今回のように正方形のプレートでは、どの向きにもセットできるため、
- カッターマークと垂直にセットすると反りが大きくなる
- カッターマークと平行にセットすると反りが最小限に抑えられる
という結果になりました。
フタバさんが圧延方向を考慮して加工しているのは、材料メーカーにとっては当たり前のことなのかもしれません。しかし、タチバナ製作所にとっては目からウロコの発見でした。
次回からは、カッターマークの向きを意識しながらクランプすることで、より精度の高い加工ができるようになりそうです。
親父と息子たった二人の町工場の息子より。
ワイヤ放電加工・マシニング加工
㈲タチバナ製作所
TEL:044-266-5173/FAX:044-266-5198
親父と息子たった2人の町工場
機械加工の事ならお任せ下さい!